聯(lian)係人(ren):李(li)雪(xue)榮(rong)
電(dian)話(hua):13262827986
郵箱(xiang):1171447699@oym0qq.com
網(wang)址(zhi):www.parkerpeak.com
地(di)址:浙(zhe)江省(sheng)湖(hu)州市(shi)安(an)吉(ji)縣溪(xi)龍(long)鄉(xiang)涼(liang)亭崗306省道(dao)旁(成新(xin)照明(ming)內浙江科創)
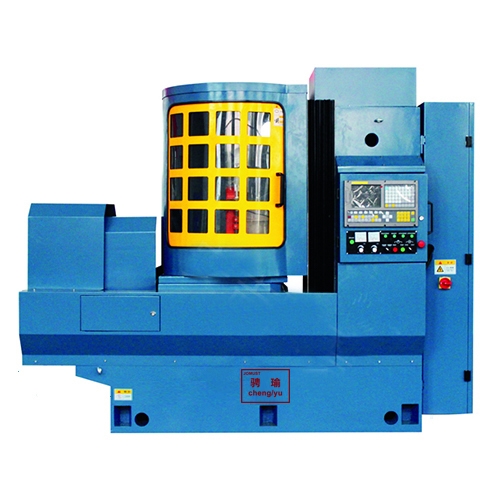
數控磨床是(shi)滿(man)足(zu)對(dui)工件可(ke)靠進(jin)行溝(gou)槽(cao)、成型、台階磨削需(xu)要(yao)而(er)設(she)計的機床(chuang)。對(dui)Y、Z兩(liang)軸進行(xing)可聯動(dong)數控(kong),通(tong)過(guo)砂輪(lun)自動修(xiu)整(zheng)和(he)自(zi)動差補(bu)功(gong)能滿足批(pi)量(liang)零(ling)件(jian)的平麵磨削、成型(xing)磨削工藝(yi)要求。人機(ji)對話操(cao)作界(jie)麵(mian),使(shi)不具(ju)備(bei)數控編(bian)程能力的(de)人也可以快(kuai)速掌(zhang)握(wo)機床操作方(fang)法。機床的基(ji)本配(pei)置(zhi)可實(shi)現平(ping)麵磨削(xue)、溝槽磨(mo)削、台階磨削、砂輪自動修整等(deng)功能。還可根(gen)據(ju)實際(ji)工(gong)藝需要而開(kai)發(fa)的加(jia)工程(cheng)序模(mo)塊(kuai)。
數(shu)控磨床可磨削各(ge)種(zhong)平麵和複(fu)雜(za)成形麵,工作台(tai)縱向(xiang)采(cai)用(yong)液壓驅(qu)動,前(qian)後(hou)電控步(bu)進傳動。主軸采用高(gao)精密(mi)成組(zu)滾(gun)動軸(zhou)承,經(jing)過嚴(yan)格(ge)的測(ce)量選(xuan)擇(ze)預壓後,在溫(wen)室(shi)中(zhong)裝(zhuang)配而成,並配合(he)的迷(mi)宮(gong)式設計(ji),以確(que)保(bao)軸承(cheng)的使用壽(shou)命(ming)及(ji)研(yan)磨的表(biao)麵粗糙(cao)度。橫(heng)向采用雙V型導(dao)軌更(geng)加重(zhong)要穩(wen)定(ding),前後左(zuo)右(you)滑道表麵上(shang)貼有樹脂(zhi)鐵(tie)氟(fu)龍滑(hua)片。立(li)柱導軌采用大(da)跨(kua)矩(ju)導軌(gui),剛(gang)性(xing)好。係統主(zhu)機械閥為(wei)磨床閥(fa),分(fen)機械換(huan)向控製(zhi)、節(jie)流(liu)調(diao)速控製兩部(bu)分,節流部分還(hai)有卸(xie)荷(he)功能,可實現(xian)工作台的啟(qi)停(ting)。
在高速(su)運(yun)轉(zhuan)加工過程中,砂(sha)輪表麵與(yu)工件表麵發生(sheng)劇烈(lie)摩(mo)擦。磨削加工壓(ya)力很高,高溫度(du)可達(da)1000℃以(yi)上。這時使用磨削液如(ru)果不能(neng)發揮(hui)其(qi)良好(hao)的潤(run)滑功能,就會(hui)造(zao)成砂輪嚴重的磨損(sun),降低(di)了加工精度和表麵光潔度。另外(wai),磨削液(ye)能否滲(shen)透(tou)到磨削區(qu)直接(jie)影(ying)響(xiang)冷卻潤滑效(xiao)果。平麵磨削加工時,如果(guo)將(jiang)磨削液的噴(pen)嘴(zui)位置放錯(cuo)導致(zhi)磨削液澆(jiao)注(zhu)方向不對,這時磨削液由(you)於(yu)砂輪高速旋(xuan)轉產(chan)生巨(ju)大的氣(qi)流阻礙(ai)了(le)無(wu)法(fa)進入(ru)磨削區,所(suo)以在磨削加工過程時(shi)不(bu)能及時得(de)到冷(leng)卻,這(zhe)時磨削液對磨削區的工件磨削熱(re)不起任(ren)何(he)冷卻(que)作(zuo)用,隻能對工件整體(ti)溫度的降(jiang)低起(qi)作用。還有數控磨床的磨削液使用存(cun)在磨削加工成(cheng)本(ben)增(zeng)加和影響操作加工者(zhe)的健(jian)康(kang)等幾(ji)個(ge)問(wen)題(ti),這一(yi)點(dian)也(ye)要考(kao)慮(lv)到(dao)。