聯(lian)係(xi)人:李(li)雪(xue)榮(rong)
電(dian)話:13262827986
郵箱(xiang):1171447699@qaz4qq.com
網(wang)址(zhi):www.parkerpeak.com
地(di)址:浙(zhe)江(jiang)省湖(hu)州(zhou)市安吉(ji)縣溪龍(long)鄉(xiang)涼(liang)亭(ting)崗(gang)306省(sheng)道旁(成新(xin)照(zhao)明(ming)內(nei)浙江科創(chuang))
磨(mo)削(xue)加(jia)工,是(shi)機(ji)器零(ling)件(jian)加工的主要方法之一。可是,由於磨床砂輪的轉速非常高,砂(sha)輪又比(bi)較硬、脆(cui)、經(jing)不起較重的撞(zhuang)擊,不小心操作(zuo)不正確(que)了,撞碎砂輪(lun)會釀成非(fei)常嚴重的後果(guo)。開(kai)機之(zhi)前應當認真(zhen)地對磨床進行檢(jian)查(cha)包括對(dui)操(cao)縱(zong)機構(gou)、電氣設(she)備及磁力吸盤(pan)等(deng)卡具(ju)的檢查。檢查後(hou)再經潤滑,潤滑後進(jin)行試(shi)車(che),確認良好(hao),方(fang)可使(shi)用(yong),
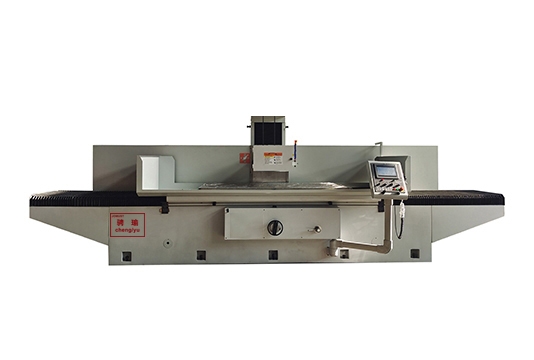
平麵(mian)磨床的(de)主(zhu)要鑄件采(cai)用加金屬(shu)的鑄(zhu)鐵(tie)料(liao),並(bing)經由(you)退火(huo)處理,采用自然及需動除去應(ying)力(li),以確保高精度(du)、高(gao)剛性(xing),並強(qiang)化機器(qi)壽(shou)命。磨床的自動潤(run)滑(hua)係統(tong)采用循(xun)環式自(zi)動(dong)潤滑係統,當主軸啟(qi)動時,潤滑油即(ji)自動循環,對各螺杆及滑道提供(gong)強製(zhi)潤滑,可大(da)大降低滑道磨損度。
工人在工作中要(yao)戴好防護眼鏡,修整砂輪時(shi)要平衡地進行(xing),防(fang)止(zhi)撞擊。測量工件、調(diao)整或(huo)擦拭(shi)平麵磨床都要在停機後進行。用磁力吸盤時,要將(jiang)盤麵、工件擦(ca)淨、靠素、吸牢(lao),有時可(ke)加擋鐵,防止工(gong)件移(yi)位或飛(fei)出。要注(zhu)意裝(zhuang)好砂輪防護置或機床(chuang)擋板(ban),站位要側(ce)過(guo)高速(su)旋轉(zhuan)砂輪的正麵,
平(ping)麵磨床規(gui)範(fan)操作,確保(bao)磨削加工正(zheng)常運作,是每個磨床操作人(ren)員(yuan)遭(zao)守的,接下來樱桃网站下载直播來(lai)介紹(shao)一(yi)下具體操作流程:
1、開機前對機床進行檢查:開機前檢查機床各手(shou)柄位置及傳動部位是否合(he)理,並擦拭各(ge)滑動導軌,加施(shi)潤滑油各油池(chi)、油盒、彈(dan)子(zi)油盅等按規定(ding)進行加油(you),
2、查看當班(ban)作業計(ji)劃(hua):按(an)作業計劃順(shun)序(xu)及進度要求(qiu)進行作業,以滿足(zu)生(sheng)產進度的需要,
3、閱(yue)讀圖紙及工藝:熟讀(du)圖(tu)紙及(ji)加工工藝,確定加工基準和(he)加工步驟;確定加工所需工、量具等,
4、章前自檢、校對工、量具:按圖紙(zhi)及工藝額(e)取待磨件,檢查待磨件是否(fou)符合磨前要求;領(ling)取(qu)加工所需(xu)工、量具並進行校對,
5、自檢:所有工件加工完(wan)了以後都要進行自檢,發(fa)現(xian)問題須馬上解(jie)決(jue)。
6、首(shou)件檢驗:在批量(liang)生產中(zhong),須進行首件檢查,合格(ge)後方能繼續加工
7、送(song)檢:工件加工完以後及時送(song)檢,不得鏽蝕,送(song)檢過程中避免磕碰,並在圖紙上(shang)加工工藝欄(lan)及輪班作業計劃簽字(zi)(外加工件附(fu)送貨單(dan)及自檢報(bao)告)送(song)檢.
8、當班下班前.需將工、量具擦拭幹淨,送還工具室;擦拭機床清掃機床周圍(wei)所(suo)負(fu)責(ze)區(qu)域(yu),工作台(tai)台麵塗(tu)上一層防鏽油,且關(guan)閉(bi)機床電源。