聯(lian)係(xi)人(ren):李雪(xue)榮(rong)
電話(hua):13262827986
郵(you)箱:1171447699@tyv4qq.com
網(wang)址:www.parkerpeak.com
地(di)址(zhi):浙(zhe)江省湖(hu)州(zhou)市(shi)安(an)吉(ji)縣(xian)溪龍(long)鄉(xiang)涼(liang)亭崗306省(sheng)道旁(成(cheng)新(xin)照(zhao)明(ming)內(nei)浙江科(ke)創(chuang))
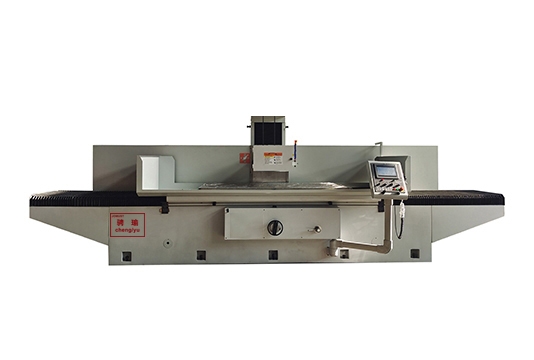
平(ping)麵(mian)磨(mo)床主軸(zhou)不能正(zheng)常(chang)工作(zuo),對(dui)於(yu)很(hen)多的平麵磨床機械(xie)設(she)備來講,有時(shi)在使用(yong)的(de)過(guo)程中要求拆(chai)換(huan)一(yi)些(xie)主軸角(jiao)滾(gun)柱(zhu)軸承(cheng)才(cai)能(neng)排(pai)除(chu)故(gu)障率,因(yin)而需要(yao)大(da)家對操(cao)作過程(cheng)的熟(shu)練(lian)和一些相關(guan)的專業(ye)技(ji)能才可(ke)以進行正確(que)的操作。主軸是數控平麵磨床的核(he)心(xin)部件,可以(yi)稱作數(shu)控平麵磨床的心血(xue)管(guan)。下麵大家(jia)來講(jiang)一下導(dao)致主軸不(bu)能正常工(gong)作中(zhong)的原(yuan)因:
1.平麵圖(tu)數控磨床主軸自身原材料彎曲(qu)剛度不太(tai)好(hao),在製作剛(gang)性防(fang)水套(tao)管時沒(mei)有熱(re)處(chu)理工藝(yi),馬上導致(zhi)主軸在過後(hou)運(yun)用中有不正常聲(sheng)響,也(ye)隻有拆換新的全部(bu)主軸來(lai)解決(jue)問題。
2.主(zhu)軸前邊(bian)滾柱軸承滲(shen)漏了(le),由(you)於密(mi)閉(bi)性度不太好,漏(lou)水照變為主軸生(sheng)鏽(xiu),要求拆換主軸來解決,在從新做轉(zhuan)子動(dong)平衡,這才幹把(ba)主軸修(xiu)好。
3.主軸在研(yan)磨商(shang)品工件中下部刀太多(duo),導致沙(sha)輪片(pian)和商品工件(jian)在高速(su)運行(xing)中暴傷,使主軸偏(pian)擺(bai),在磨商品工件中便會(hui)出現(xian)波(bo)浪形和震(zhen)動了,這樣(yang)的話就需(xu)要做主軸自身(shen)的轉子動平衡。
數控平麵磨床(chuang)的生產工藝圍繞發展趨(qu)勢生產率(lv)和(he)生產(chan)製(zhi)造質量。隨著(zhu)著工業製品的高(gao)新技術(shu)要求越(yue)來越高,相(xiang)關企業對加工工件的要求(qiu)也越來越高,關鍵是把工件用砂(sha)輪旋轉研磨,使其(qi)具(ju)有能保證(zheng)要求的平整度,根據工作台(tai)形狀可分為矩形框(kuang)工作台和環形(xing)工作台兩種(zhong),矩形框工作台平麵磨床的主主要參(can)數是(shi)工作台寬度(du)和長(zhang)度,環形工作台的主要參數是工作台麵直(zhi)徑。按(an)照軸類(lei)零(ling)件的不同(tong),可以分為臥(wo)軸軸承和轉盤軸承數控(kong)磨床。